


















Hoạt động hiệp hội
LÒ VÒNG KIỂU "DÃ CHIẾN" - Bước thụt lùi của sản xuất gạch đất nung
KS. Đinh Quang Huy - Chủ tịch Hiệp hội GSXDVN
Cái tên Lò vòng kiểu “dã chiến” là do chúng tôi đặt để bạn đọc dễ theo dõi bài viết. Gọi là “dã chiến” vì lò vòng kiểu loại này không có nắp. Việc xếp gạch đến đâu thì dùng tro xỉ than lấp dày trên nóc lò đến đó.
Đầu năm 2008, ở Bắc Giang, Bắc Ninh, Hưng Yên, Bình Thuận, Tây Ninh và một số địa phương khác sản xuất gạch xây theo kiểu “lò vòng dã chiến”. Các ông chủ sản xuất gạch kiểu này gọi tên là “lò tuynen công nghệ Hốpman”. Họ quảng cáo rằng loại lò này tiết kiệm năng lượng, đầu tư rẻ, giá thành sản xuất hạ. Có một tác giả viết trên một tờ báo địa phương nhằm khuyến khích mở rộng mô hình này rằng: “Đây là mô hình kết hợp từ hai loại lò tuynen và lò vòng Hopman. Ưu điểm lớn nhất của loại lò mới này thân thiện môi trường, giảm chi phí điện năng lao động và hiệu quả sử dụng nhiệt cao” (www.baobacninh.com.vn)
Hiệp hội Gốm sứ xây dựng Việt Nam nhận thấy cần phải nêu rõ để dư luận được minh bạch về công nghệ cũng như các tác hại khác của mô hình này để các địa phương cũng như các chủ đầu tư có sự lựa chọn phương án đầu tư phù hợp với tiến bộ kỹ thuật và hiệu quả nhiều mặt.
Vậy sự thật là thế nào?
1. Nguồn gốc của lò vòng
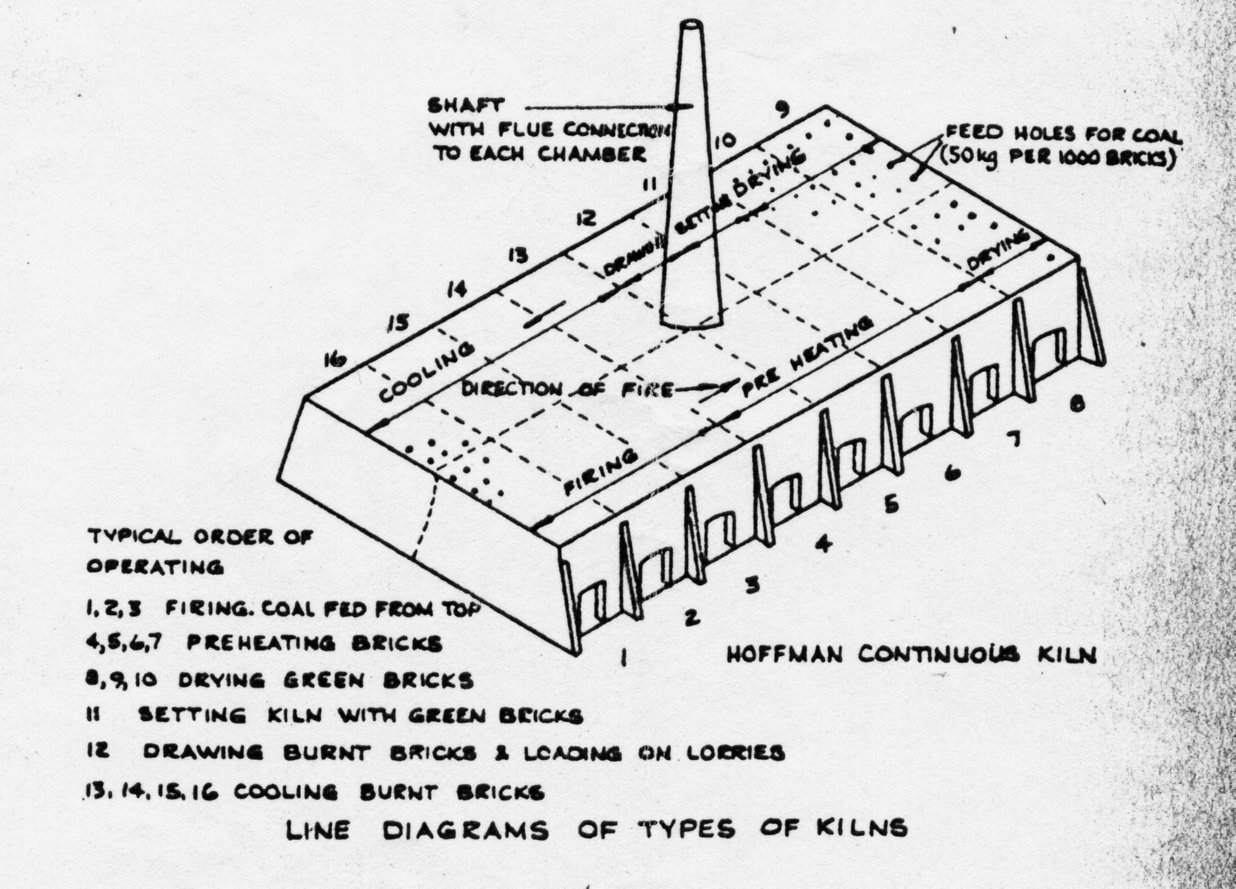
Lò vòng còn được gọi là lò Hoffmann do ông Friedrich Hoffmann người Đức chế tạo được cấp bằng sáng chế sản xuất gạch năm 1858, sau đó được sử dụng để nung vôi. Lò Hoffmann hiện nay chỉ còn được sử dụng ở các nước chậm phát triển và một số ít nước đang phát triển.
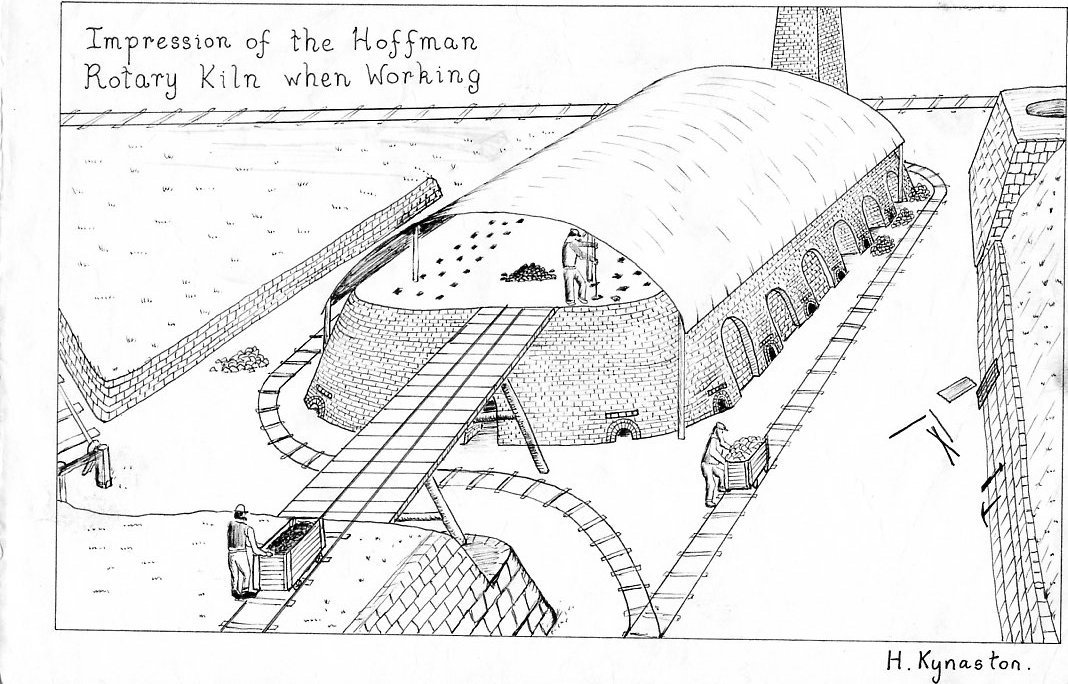
Mô hình lò vòng cổ điển (www.llangmynech-hoffmann.co.uk)
2. Lò vòng có nhiều bất lợi
2.1. Việt Nam đã khai tử lò vòng từ năm 1990 trở về trước
Cách đây khoảng 20 năm, tất cả các lò vòng ở Việt Nam đều bị đập bỏ bởi những nhược điểm khó khắc phục của nó. Vì vậy những lò vòng có nóc xây dựng quy mô bởi Bộ Xây dựng, hoặc các Ty, Sở địa phương như ở Đại Thanh - Hà Tây cũ, ở Văn Điển, Từ Liêm, Cầu Đuống, 382 Đông Anh, Đại La thuộc Hà Nội, và xa hơn như ở Hợp Thành - Lạng Sơn, Bồ Sao, Hợp Thịnh, Bá Hiến ở Vĩnh Phú cũ hoặc Gò Công - Hải Phòng, Khả Phong - Hà Nam, Tân Xuyên - Bắc Giang, Cao Ngạn, Phổ Yên - Bắc Thái cũ, …. chỉ còn là dấu ấn tranh ảnh của quá khứ. Người ta dỡ bỏ vì lò vòng mặc dù có nóc nhưng hiệu quả không cao, hao tốn nhiệt và lao động cực nhọc vì phải đẩy xe gạch vào xếp lò, rồi dỡ gạch ra trong điều kiện nóng và bụi.
2.2. Lò vòng tiêu hao nhiệt lớn
a. Ngọn lửa chạy quanh vòng lò, do đó ngoài phần nhiệt đốt nóng nung chín gạch xếp trong lò, còn phải đốt nóng tường lò. Khối lượng tường lò gần tương đương với khối gạch xếp trong kênh lò (tường lò dày từ 1,3 đến 1,5m). Lượng nhiệt này gọi là nhiệt tích luỹ ở vỏ lò. Nghĩa là vỏ lò nóng lên rồi lại nguội đi sau khi ngọn lửa nung chín gạch chạy qua. Rõ ràng lượng nhiệt hao phí này là rất lớn không thể nào tránh được. Trong khi đó ở lò tuynen hoặc lò đứng liên tục, các vùng nhiệt ứng với tường lò cố định theo năm tháng, nghĩa là chỉ tích luỹ nhiệt ở tường lò có một lần.
Tiến bộ kỹ thuật đã đưa thế giới đến sự lựa chọn lò tuynen với “ngọn lửa đứng yên” để tránh việc phải nung nóng tường lò lên rồi lại tốn nhiệt vì làm nguội nó đi liên tục theo chiều chuyển động của ngọn lửa, thì một ông chủ lò vòng “dã chiến” lại nghĩ: “Lò tuynen tốn kém là ở chỗ gạch phải chạy qua lò nung còn ngọn lửa đứng yên, tại sao ta không để cho gạch đứng yên và ngọn lửa chạy qua vùng cần đốt?” (!)
b. Lò vòng “dã chiến” lại không có nóc cố định. Nóc tạo bằng tro xỉ không thể phủ dày như vòm lò cố định do đó hao phí nhiệt qua nóc cũng như các phần tường tạm bợ khác là rất lớn.

Tất nhiên một lượng tro xỉ lớn dùng để lấp lên và cào xuống liên tục như vậy thì làm sao không bụi và độc hại, ô nhiễm môi trường làm việc.
c. Lò vòng “dã chiến” dùng “ống khói thuần tuý” để thông gió
Bên cạnh việc đẩy được khói thoát lên cao thì phải chấp nhận việc hao tốn nhiệt lớn hơn nhiều so với lò tuynen. Bởi vì để thoát được khói phải có độ chênh lệch áp lực hình học tính theo mmH2O. Chúng ta đều biết khói được hút ra khỏi miệng ống khói là nhờ áp lực hình học xác định bởi công thức:
hh = H.(γkk - γk) mmH2O
Trong đó:
- H là chiều cao ống khói (m);
- γkk là khối lượng riêng của không khí kg/m3 (thông thường là 1,293 kg/m3tch);
- γk là khối lượng riêng của khí thải kg/m3 tch.
Trong điều kiện ống khói có chiều cao đã định thì thừa số thứ hai (γkk - γk) trong công thức trên tăng thì sức hút tăng. Thừa số thứ 2 muốn tăng thì γkphải nhỏ. Muốn γk nhỏ thì nhiệt độ ở miệng ống khói phải còn cao bởi vì:
|
1,3 γk ≈ ---------------- kg/m3 1 + tk o 273
|
trong đó tk là nhiệt độ khí thải ở miệng ống khói.
Thông thường để ống khói cao khoảng 50m hút được tốt thì nhiệt độ ở đáy ống khói phải khoảng 150oC vì cứ lên cao 1m nhiệt độ khói lại giảm đi từ 1,5 - 2oC.
Như vậy nhiệt độ khói thoát ra khỏi vùng gạch đang nung đốt phải khoảng 200oC. Rõ ràng hao tổn nhiệt ra ống khói là rất lớn, trái ngược hẳn với lò tuynen, khói thải ra chỉ khoảng 30oC vì khói thải ở lò tuynen được quạt đẩy đưa hầu như toàn bộ sang lò sấy để tận dụng nhiệt cho việc sấy gạch mộc ở lò sấy liên hợp với lò nung.
3. Sản phẩm của lò vòng “dã chiến”
a. Với nóc lò phủ bằng tro xỉ, tường lò tạm bợ xây bằng gạch xây dựng thông thường, thậm chí gạch non, do đó nhiệt độ bề mặt trong của tường – nơi tiếp xúc với ngọn lửa - chắc chắn khó đạt tới nhiệt độ nung chín gạch; Với việc trộn than vào đất là cách duy nhất, không có sự điều chỉnh thêm nhiên liệu để đảm bảo nhiệt độ nung ổn định một cách tối ưu, … Rõ ràng không thể có chất lượng tốt từ gạch nung ở lò vòng “dã chiến”.

Tường lò xây sơ sài bằng gạch thường
Vì vậy, gọi lò kiểu này với cái tên là “Lò tuynen công nghệ Hoffmann” là người ta muốn “quàng” thêm cái tên tuynen vào để dễ lẫn lộn với sản phẩm gạch nung từ lò tuynen - một loại lò thông dụng nhất trong sản xuất gạch hiện nay không chỉ ở Việt Nam mà còn đang thông dụng trên toàn thế giới. Chưa hết, các ông chủ còn ghi trên viên gạch của mình mác “VIGLACERA” để người tiêu dùng dễ lẫn với sản phẩm gạch tuynen của Tổng công ty Viglacera nổi tiếng.

b. Nhiệt tích luỹ do nung nóng và làm nguội tường lò liên tục dẫn đến hao tổn nhiệt rất lớn, ngoài ra muốn ống khói có sức hút để thải khí thì nhiệt độ khói thoát ra phải lớn, nghĩa là không tận dụng được nhiệt khí thải để sấy sản phẩm mộc như các loại lò liên tục nung gạch khác.
Không những thế, nhiệt mất ra môi trường trong điều kiện này là đáng kể vì không gian chung quanh ngọn lửa luôn luôn dịch chuyển nên sự chênh lệch gradien nhiệt độ liên tục phải thiết lập mới
Vậy có thể nói rằng đây là loại lò nung gạch tiêu hao nhiệt lớn mà trong sản xuất gạch nhiệt là một trong những chi phí cơ bản của giá thành.
c. Môi trường làm việc
Ngoại trừ việc đưa được khói thải lên cao thì việc phải chuyên chở một khối lượng hàng trăm m3 tro xỉ để làm nóc lò tạm rồi lại dỡ xuống, rồi lại chất lên thì làm sao tránh được bụi gây ô nhiễm môi trường. Chưa kể người lao động phải làm việc thủ công vào và ra gạch trong điều kiện đó. Như vậy môi trường làm việc không thể so sánh được với các loại lò nung gạch liên tục khác.
d. Các chỉ tiêu đối chứng
Thông thường người ta thường chú ý đến các chỉ tiêu như mức tiêu hao nhiên liệu, tỷ lệ gạch loại 1 và chi phí sản xuất, … tính trên 1.000 viên. Các chỉ tiêu mà các chủ sản xuất hoặc tư vấn đưa ra đều rất hấp dẫn để cổ vũ cho lò Hoffmann “dã chiến”. Thực chất lại không phải như vậy vì kích thước sản phẩm gạch ở đây nhỏ, chỉ bằng khoảng 70% so với gạch tiêu chuẩn (gạch tiêu chuẩn có kích thước là 220x105x60 mm, 1m3 xây sử dụng 543 viên), do đó để đạt được 1m3 xây, số gạch phải dùng tăng lên tới 25 – 30%. Như vậy, dùng gạch này không những chất lượng đã kém các loại gạch tuynen mà chi phí công trình cũng tăng lên.
4. Kiến nghị
Hiệp hội gốm sứ xây dựng Việt Nam biết rằng lò vòng cải tiến kiểu “dã chiến” được dịch chuyển từ Trung Quốc vào Việt Nam từ đầu năm 2008. Mô hình này đã trình diễn một công nghệ quá cũ kỹ, lạc hậu, tạo ra sản phẩm chất lượng xấu, gây nên lãng phí xã hội.
Vì vậy đề nghị các địa phương, trong kế hoạch phát triển công nghiệp - thủ công nghiệp, đặc biệt với chương trình khuyến công từ các sở ban ngành ở địa phương không nên khuyến khích việc đầu tư mô hình lò loại này mà hãy đầu tư các mô hình lò gạch liên tục kiểu khác, ví dụ như lò tuynen (hoặc cũng có thể là lò đứng liên tục VSBK – còn gọi là lò Bách Khoa) với công suất khác nhau phù hợp với khả năng vốn và địa bàn tiêu thụ. Đó chính là sự chấp hành thiết thực, có hiệu quả nhất Quyết định số 115/2001 QĐ-Ttg ngày 1/8/2001 của Thủ tướng Chính phủ về việc xoá bỏ sản xuất gạch đất nung bằng lò thủ công trước 2010.
- Tập đoàn VTHM tự hào lọt Top 10 DN vào vòng chung kết sáng kiến ESG Việt Nam 2024
- Các công ty lọt Top 10 DN đổi mới sáng tạo và kinh doanh hiệu quả năm 2024 ngành VLXD
- Hiệp hội và các doanh nghiệp tham dự triển lãm Uniceramics Expo Phật Sơn 2024
- Hiệp hội GSXD Việt Nam tổ chức Hội nghị CICA lần thứ 28 Hiệp hội công nghiệp gốm sứ Asean
- Hiệp hội thăm và làm việc với Công ty cổ phần Takao Granite
- Giao lưu doanh nghiệp gốm sứ Trung Quốc và Việt Nam
- Asean Ceramics 2023 Hội chợ triển lãm gốm sứ hàng đầu Đông Nam Á
- VIBCA tham dự triển lãm Ceramics China 2023 và Lễ Kỷ niệm 20 năm thành lập Công ty cung cấp thiết bị Modena Trung Quốc
- 8 Hội và Hiệp hội VLXD bàn tìm kiếm giải pháp tháo gỡ nghẽn tiêu thụ vật liệu xây dựng
- Hiệp hội thăm và làm việc tại triển lãm Uniceramics Expo Phật Sơn
- Hiệp hội tham dự Hội chợ quốc tế Uniceramics Expo Trung Quốc
- Hiệp hội tổ chức thành công hội thảo CN và thiết bị SX gốm sứ Henglitai
- Đoàn Hiệp hội tham dự Hội chợ triển lãm và khảo sát thị trường gốm sứ Ấn Độ
- VIBCA tổ chức Hội nghị tổng kết năm 2022 và đề phương hướng hoạt động năm 2023
- VIBCA tham dự Hội nghị công nghiệp gốm sứ Đông Nam Á (CICA) lần thứ 27 tại Indonesia
- VIBCA thăm và làm việc với các DN Nam Định, Thái Bình và khu vực miền Trung
- VIBCA thăm và làm việc với các DN khu vực Hải Dương, Quảng Ninh
- VIBCA thăm và làm việc với các DN khu vực Vĩnh Phúc Phú Thọ Bắc Ninh
- Hiệp hội tổ chức hội nghị doanh nghiệp tìm giải pháp tháo gỡ khó khăn
- Viglacera mua lại Bạch Mã, đổi tên thành Nhà máy Viglacera Mỹ Đức 2
tin nổi bật
- Tập đoàn VTHM tự hào lần thứ 2 liên tiếp đón nhận Thương hiệu quốc gia cho sản phẩm gạch men Vitto
- Họp báo Triển lãm Triển lãm ASEAN Ceramics and Stone 2024
- Hiệp hội cùng các doanh nghiệp hội viên tham quan và làm việc tại Tecna và Cersaie 2024 Ý
- Viglacera kỷ niệm 50 năm thành lập
- Viglacera lọt Top 10 Thương hiệu xanh 2024
- SCG công bố kết quả hoạt động kinh doanh 6 tháng đầu năm 2024
- Tưng bừng khai trương Showroom Apodio tại Thanh Hóa
- Mỹ nộp đơn khởi kiện chống trợ cấp và chống bán phá giá đối với gạch ốp lát Ấn Độ











.gif)






.png)








.jpg)






















